Výběr vhodného typu vjezdové brány vždy začíná u šíře průjezdu a co je důležitější, je prostor pro otevření brány.
Kolejnicové brány se otevírají posunem podél plotu kolmo na průjezd.
Kolejnicové brány jsou mnohem méně náročné na prostor při otevření oproti samonosným bránám.
K šíří průjezdu potřebují připočíst + 200 mm z důvodu vodícího sloupku, který je nedílnou součástí každé posuvné brány, sloupek bránu vede a drží ji ve svislé pozici za všech okolností. Pokud je již dopředu počítáno s pohonem a tedy automatizací posuvné brány, je třeba k šíří průjezdu přičíst 650 mm pro vodící sloupek brány a pohon posuvné brány.
A tedy máme celou šíří rámu brány a víme zda se nám brána v otevřené pozici vejde do prostoru otevření.
Kolejnicové brány potřebují zpevněný podklad jak v průjezdu, tak v prostoru, kam se brány otevírají.
Brána jede po kolejnici, nejčastěji po kolejnici půlkulatého povrchu. Kolejnice se kotví na zpevněný podklad.
Kolejnice, které používáme nazýváme OMEGA profily.
V řezu mají kolejnice tvar omegy a za roky praxe používáme již jen právě výše zmíněné kolejnice. Předsudky, že se u kolejnic hromadí nečistoty a brána z kolejnice sjede, brány ke kolejnicím přimrzají, zakopáváte o kolejnici, nebo že se kolejnice zdeformuje po přejetí vozidlem a z tohoto důvodu radši vyberete bránu samonosnou nejsou pravdou.
Ke kolejnicovým bránám používáme ložisková kolečka přímo určená na konkrétní profil kolejnice. Kolečka se pohybují pouze po svršku kolejnice, tedy po minimální třecí ploše a i z tohoto důvodu kolečka jedou velmi hladce, nepřimrzávají, nenabírají nečistoty ze země.
Kolejnice jsou vhodné i pro nákladní dopravu a jsou dimenzovány na zatížení až 55 tun.
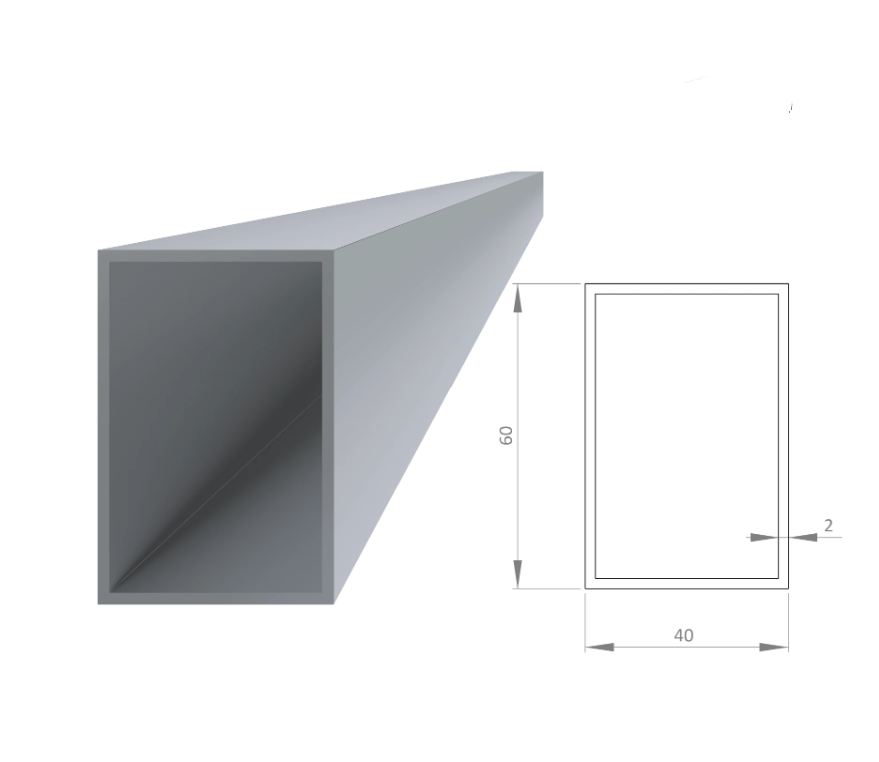
Důležitá je také konstrukce kolejnicové brány, vyrábíme brány z ocelových jeklů 60 x 40 x 2 mm. Dle velikosti brány následně velikosti a síly jeklů zvětšujeme.
Často nahrazujeme vjezdové brány slabých profilů. Brány se kroutí, ve chvíli, kdy jsou brány ovládány pohony, tak se brány rozvibrují a netrefí se do dojezdových prvků.
Každá brána námi vyrobená je vždy originální kus, vždy je navržena konstruktérem na požadovanou šíří průjezdu, výšku a výplň brány.
Vzhledem výplně končí veškeré výpočty a fyzikální pravidla, ze kterých nelze slevit, aby brána fungovala jak má.
Výplně jsou již na každém z vás, z jakého budou materiálu a jakou případně budou mít barvu.